General technical conditions for parallel winding machine SJ/T 10313—92
People's Republic of China Electronics Industry Standard
Parallel winding machine general technical conditions sj/t 10313—92
General specification of parallel winding machine
1 Subject content and scope of application
This standard specifies the technical requirements, test methods, inspection rules and markings, packaging, transportation and storage requirements for parallel winding machines.
This standard is applicable to parallel winding machines whose skeleton cross-sectional shape is round or rectangular coils.
This standard does not apply to winding machines for winding ring-shaped, honeycomb-shaped and saddle-shaped coils.

2 reference standards
GB191 packaging, storage and transportation pictorial mark
GB4006.1 winding coil cylindrical bobbin type size
GB4006.2 winding coil tapered coil type size
GB4215 Measurement of noise power level of metal cutting machine tools
GB5080.7 Equipment Reliability Test The verification test plan for failure rate and mean time between failures under the assumption of constant failure rate
GB6109.1 enameled round winding wire part one general regulations
3 technical requirements
3.1 Working condition requirements
Parallel winding machine should be able to work normally under the following conditions:
a. Temperature: 5~38'C;
b. Relative humidity; 20%~65%;
c. Working voltage: 220V±10%.
3.2 performance requirements
3.2.1 Appearance requirements
3.2.1.1 The appearance should be flat, smooth, free from scratches and corrosion, and the plating coating should not fall off.
3.2.1.2 The product label is firmly fixed, the handwriting is neat, and the content is clear and correct.
3.2.1.3 All fasteners should be firm without looseness.
3.2.2 Spindle speed
3.2.2.1 When the spindle speed adopts stepless speed regulation, the speed adjustment should be stable, sensitive, and reliable; when the stepped speed change is adopted, the speed increase and decrease should be smooth.
3.2.2.2 The stability error of the speed should not be greater than 10% of the normal working speed.
3.2.2.3 After the front spindle reaches the preset number of parking turns, the error of the number of turns exceeded due to inertia is not more than 1%, and the parking error of the winding machine with an encoder and indexing function is specified by the product standard.
3.2.3 Cable pitch
3.2.3.1 The wire pitch of the parallel winding machine should be flexibly set according to the diameter of the wire to be wound, and the diameter of the wire should meet the requirements of GB 6109.1.
3.2.3.2 The minimum setting of the cable pitch should be able to reach the thinnest wire diameter wound by the winding machine.
3.2.3.3 The maximum setting of the wire pitch should be 1.1 times the thickest wire diameter wound by the winding machine.
3.2.3.4 The cumulative error of the cable pitch in each layer of winding is not more than 2%.
3.2.3.5 When the cable pitch is set, the uniformity of the pitch is specified by the product standard.
3.2.4 Pay-off device
3.2.4.1 Parallel winding machine should be equipped with corresponding pay-off device, the pay-off device should be able to pay off evenly, and the horizontal pay-off device should have corresponding braking measures.
3.2.4.2 The pay-off device shall have a tension adjustment function adapted to the diameter of the wire being wound.
3. 2. 4. 3 When winding a thin wire with a diameter less than 0.05 mm, the pay-off device shall have the function of disconnection and stop.
3. 2. 4. 4 The pay-off device should match the original spool with the thickest wire diameter wound by the parallel winding machine, and the size of the spool should meet the requirements of GB 4006.1 and GB 4006.2.
3.2.5 Counter
3.2.5.1 The winding machine should be equipped with a turn counter, and the digital display should be clear and easy to observe.
3.2.5.2 The counting of the counter shall be accurate and reliable, and the error shall not exceed 1% of the maximum counting range of the counter.
3.2.5.3 The counter shall have a pre-selection device for preset number of turns and automatic stop at full turns.
3.2.6 Spindle assembly accuracy
3.2.6.1 Spindle radial runout
A. The amount of radial runout near the head of the car is not more than 1 to 2 times the diameter of the thinnest wire wound.
B. The amount of radial runout within the maximum cable length is not more than 2 to 3 times the diameter of the thinnest wire wound.
3.2.6.2 The axial movement of the spindle is not greater than 0.5 to 1 times the diameter of the thinnest wire.
3.2.7 Assembly accuracy of cable arrangement
3. 2. 7.1 Parallel winding machine must have a corresponding wire arranging mechanism. The arranging mechanism shall be equipped with a wire arranging device suitable for the winding dia
Related Post
REPOSAL Winding Machine? Released Tandem flat-wound winding machine
REPOSAL Winding Machine? Released Tandem flat-wound winding machine

REPOSAL? releases double-wound thick wire diameter air core coil winding machine
 Suzhou REPOSAL? Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.
Suzhou REPOSAL? Electronic Machinery Equipment Co., Ltd. released the sp-s112hb double-wound thick-wire air-core coil winding machine model-this model is mainly for the air-core coil with a large enameled wire diameter, and the winding speed is fast and consistent. Good performance, through the optimization of the control system and machinery, during the winding process of the larger enameled wire diameter air-core coil, it provides customers with a competitive solution for wire end fixation, tension control, winding accuracy, and demolding speed.

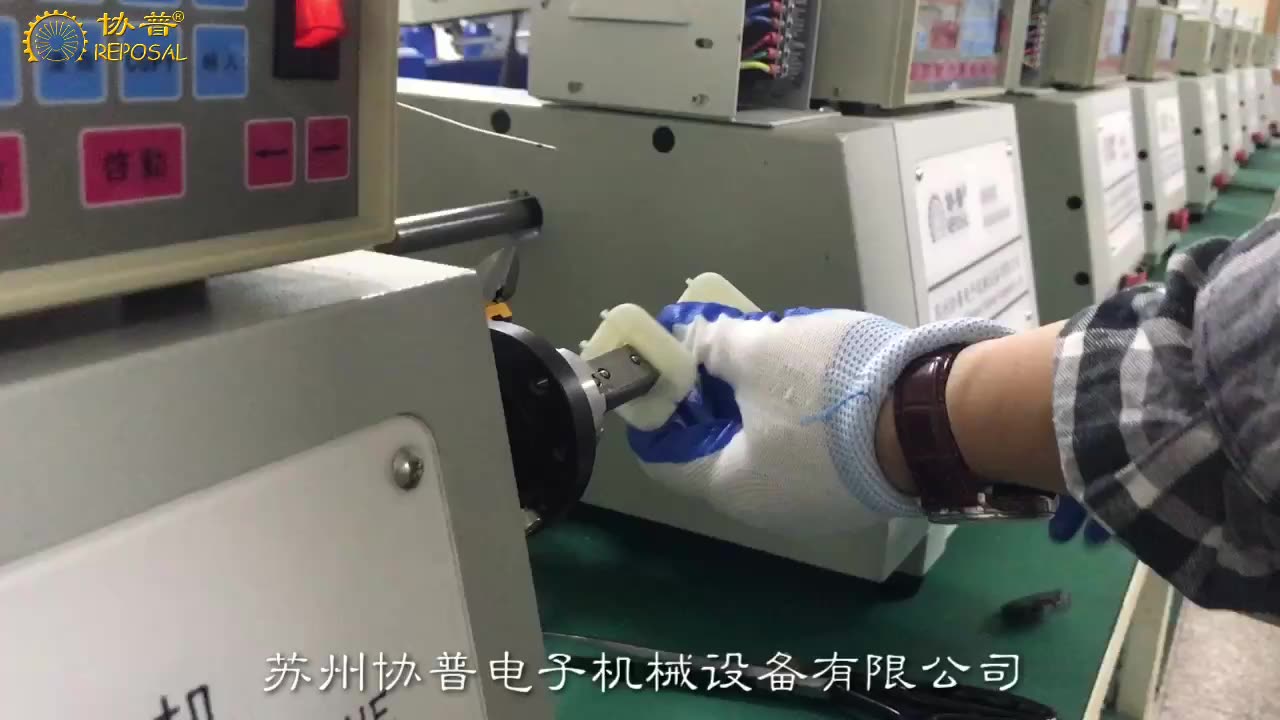
REPOSAL Winding Machine? Released high-speed precision synchronous winding machine
Suzhou REPOSA Electronic Machinery Equipment Co., Ltd. releases high-speed precision synchronous winding machine


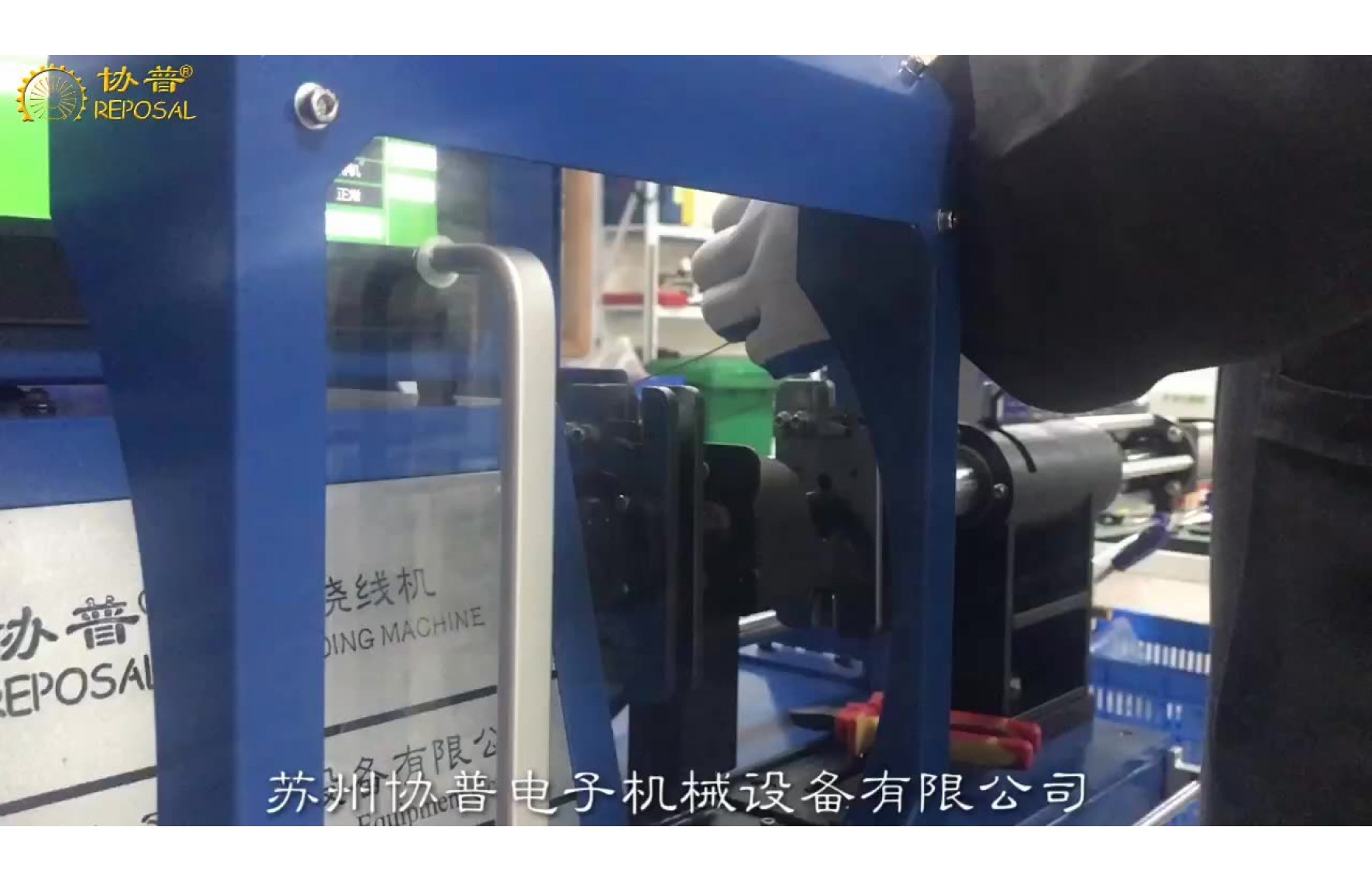
REPOSAL Winding Machine? Released Precision Automatic Paint Stripping and Wire Breaking Winding Machine
Suzhou REPOSAL Electronic Machinery Equipment Co., Ltd. releases
precision automatic paint stripping and wire breaking winding machine
In the inductive coil
winding process, the winding process requirements of the coil are quite
different.The diameter of the enameled wire varies from thin to thick, the
structure of the coil varies from disk to column, and the type of enameled wire
ranges from ordinary to self-adhesive wire. Therefore, for a coil winding
factory that does not emphasize competitiveness, the machine required is a
winding machine with a larger range of adaptation, but often a winding machine
with a larger range of adaptation is for each specific specification of coil
winding. Whether it is quality or efficiency, it is difficult to have targeted
competitiveness.
In order to keep our customers competitive in the induction coil winding process, we have developed this winding machine-precision automatic paint stripping and breaking winding machine in response to customer needs.
This model is mainly aimed at coils with a skeleton with a larger
enameled wire diameter. It has several features, one is the fast winding speed,
if it can maintain a faster winding shaft speed when the diameter of the
enameled wire is larger, and the other is the winding line is flat. Through
control and targeted structural optimization, a compact and consistent coil can
be stably wound. Third, there is an automatic paint stripping function. For
thicker non-direct welding enameled wires, adding this function is equivalent
to combining two processes Integrating into one process, the fourth is to add
the function of automatic disconnection.For thicker enameled wires, automatic
disconnection improves efficiency, strengthens consistency, and significantly
reduces the labor intensity of operators.
For
details, please refer to the video. The operation beat of this video is taken
during the acceptance of the machine. The entire operation process is fast and
stable, but in fact, there is still room for improvement in the efficiency of
fixing and dismantling the enameled wire head.

REPOSAL winding machine continuous innovation to consolidate brand value
Suzhou REPOSAL Electronic Mechanical Equipment Co., Ltd. is a technology enterprise specializing in R&D and production of winding equipment. For many years, it has insisted on maintaining innovation and researching and developing products with independent intellectual property rights.
For quite a long time, my country's winding machine manufacturing industry generally has the problems of low technology, small scale, free and scattered production, and insufficient technological innovation of most enterprises. Compared with related industries abroad, my country currently has fewer types of winding machines and supporting equipment. The control technology used is relatively backward, and its accuracy and performance are not as good as those of their European and American counterparts. Moreover, the product has low production capacity and poor stability.
In the face of technical gaps, Suzhou REPOSAL made a detailed market research and took the entire series of precision winding machines and Roche coil winding machines as breakthrough points.It valued cooperation with user companies and not only carefully understood the existing process requirements of customers. And through the company's accumulated technical database for many years, on the premise of no or little increase in costs, it actively provides new ideas and new solutions for customer process upgrades.In a specific single implementation case, this approach has undoubtedly aggravated us The execution cost of the company has reduced the company's profits, but this idea has been implemented and verified for a long time.In fact, our customers have tapped the potential of the coil winding process through our winding machine equipment and become our long-term cooperative customers. We have also accumulated more technical data for our research and development direction and solutions through proactive improvement of individual cases, so as to achieve continuous innovation.

Influence of low enameled stress on formability in the process of winding enameled wire by winding machine
 Manufacturers of small motors and coils are faced with the need to increase production capacity and improve product reliability, and they need to continuously reduce the damage to the insulation properties of enameled wire caused by coil winding and assembly. Due to the large stretch during the coil winding and assembly process, the insulating layer of the enameled wire must have good flexibility, and the enameled wire should also have good formability (softness of the wire).
Manufacturers of small motors and coils are faced with the need to increase production capacity and improve product reliability, and they need to continuously reduce the damage to the insulation properties of enameled wire caused by coil winding and assembly. Due to the large stretch during the coil winding and assembly process, the insulating layer of the enameled wire must have good flexibility, and the enameled wire should also have good formability (softness of the wire).
1 The formability of the enameled wire The mechanical properties of the enameled wire are divided into the mechanical properties of the conductor and the paint film. In the process of winding the enameled wire, in the wire embedding process, and in the electrical products using the enameled wire coil as a component, mechanical stress acts on the enameled wire during operation, so the enameled wire may be elongated and the paint film is damaged. etc. phenomenon. Therefore, enameled wire has the requirements of elongation, rebound angle, softness, tensile strength, paint film elasticity, paint film adhesion and scratch resistance.
1.1 Mechanical properties of conductors: softness, elongation, rebound angle, and tensile strength.
Elongation reflects the plastic deformation of the material and is used to assess the ductility of enameled wires. The springback angle and softness reflect the elastic deformation of the material and are used to evaluate the softness of the enameled wire. The tensile strength is related to the recovery recrystallization degree of the conductor and the grain size of the recovered tissue. The tensile strength, softness and elongation reflect the quality of the copper material and the degree of enameled annealing, which have a great impact on the quality of the winding. great relationship.
In the process of enameled wire coating, if the number of paint passes and the number of loops is too large, and the diameter of the guide wheel is not large enough, the wire will be continuously deformed by alternating tension and compression, resulting in the distortion of the lattice. It breaks easily when stretched. When the enameled wire is running, the wire is subjected to excessive tension, which will make the wire thinner. At this time, due to the displacement of atoms or ions on the lattice due to sliding, residual internal stress has been formed, so the wire is brittle and elongated. rate and softness rate decreased.