Tension control of precision rectangular coil winding machine
 Tension control of precision transformer coil winding machine
Tension control of precision transformer coil winding machine
This article introduces the test of designing tension control system to minimize the change of tension. Perform theoretical analysis on simulation. The simulation results show that the tension of the enameled wire is frequently fluctuated due to the length change caused by the speed change. The model's tension sensor verifies the prediction. The key to successful design is to eliminate changes in tension. We added a tension system that includes a high-speed cylinder to replace the traditional wool felt and spring mechanism. The simulation results showed that the new prototype system almost doubled the winding speed and the ability to withstand tension fluctuations.
Keywords: tension control, winding machine, rectangular coil, precision winding machine. One. introduction
Countless transformers are produced every year. Together with power plants, substations and power lines, distribution transformers provide electricity for businesses and residential buildings across the country. Transformer manufacturing involves the production of winding coils. These coils are usually made of an insulating paper layer sandwiched between a pair of copper wires. They are usually round or rectangular.
A consistent tension must be maintained on the coil windings. The shape of the coil has a major influence on the tension applied by the tension. For a circular coil, the tension does not change significantly, but a rectangular coil is different. As a rectangular coil, the tension changes sharply with the position of the drop point. As shown in the figure, this change in speed is caused by the changing length of the line. In the case of a round coil, this is not a problem, because the contact points of the wires on the coil are fixed.
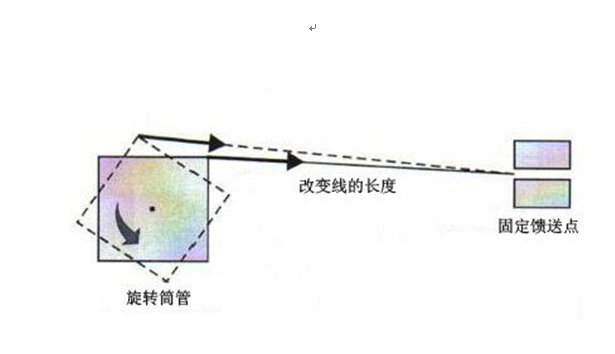
Figure 1: Changes in speed lead to changes in winding length
The wire and different spindle load tensions on the machine result in different results, resulting in excessive force changes and mechanical vibration. This in turn may cause the enameled wire of the changing coil to cross. When these problems occur, it takes time to correct them at the bypass site. Will greatly affect the production capacity of the coil factory. The common tension device on the market today, which is suitable for thicker enameled wire packages, runs between about 5 m/s and 30 m/s. Our usual winding speed exceeds 10 m/s, and the company's goal is to achieve a speed of at least 20 m/s for 0.45 mm to 4 mm wire.
This paper further investigates the problem of tension fluctuations, and obtains a consistent tension relationship in high-speed winding rectangular coils. In the following part of the problem is explained, the existing available technology is reviewed.
two. background
The existing winding system uses wool felt, friction wheels, and rebound bars. The tension control is realized by fixing or loosening the elastic force of the wool felt and the spring.
Wool felt is one of the simplest and most commonly used methods of thread tension control.
The enameled wire passes through the wool felt, so pressing the wool felt can also change the tension of the enameled wire. In actual operation, the size of the tension depends on the sliding friction between the wool felt and the enameled wire. When the pressure of the wool felt is changed, the tension of the enameled wire will appear intuitively. Its advantages are: simple, readily available, cheap, and adaptable to any operating speed. The disadvantages are also obvious. The wool felt wears out very quickly, leading to the loss of situational pressure, and must be replaced and adjusted frequently.
three. Model recognition
The tension device through which the wire passes through the spool, passes through the feeder hole of the machine, and is loaded with a rectangular coil. The ideal operating speed is 1000 revolutions per minute. A line speed of 10-30 m/s is given, so the specific speed actually depends on the size of the coil at a particular moment. Figure 3 shows the change in linear velocity of the enameled wire when wound by a rectangular coil.
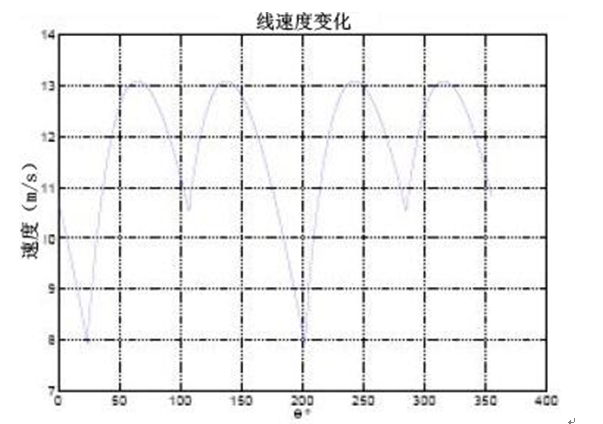
Figure 3: Changes in linear velocity
Figure 4 shows the change in linear acceleration, which can also be seen through the line or graph speed curve.
Figure 4: Linear acceleration changes
The change of the line path length, from the fixed feeder point to the entanglement point, as shown in Figure 5.
Variation of wire length
four. Prototype system design
The system in the figure below integrates a high-speed cylinder. The high-speed cylinder operates under air pressure. The pre-pressure depends on the air pressure. It has a very fast response, similar to a highly dynamic spring. The follow-up action of the high-speed cylinder releases and adjusts the tension of the enameled wire. This integrated setting adapts to a series of tension changes required by the enameled wire.
High-speed cylinder tension system
Fives. in conclusion
Rectangular coil is an important part of distribution transformer. Due to the coil shape, the enameled wire tension of the coil fluctuates. These fluctuations cause the enameled wire to be damaged, the enameled wire is not neatly arranged, the size of the coil is inconsistent, the excess machine wear, and the winding speed is limited, and the inter-turn withstand voltage and temperature resistance parameters of the coil are reduced. From our research on this tension system, we found that this result is the most suitable choice for thicker enameled wire winding technology.
The video below shows the precision rectangular coil winding process, which verifies the stable results after the optimization of the tension system in the article.
Related Post

REPOSAL? machine for radiofrequency ablation catheter
The precise winding process ensures the efficient transfer of energy, thereby improving the efficiency and consistency of ablation. The uniformity of the precision wound coil affects the temperature distribution of the ablation area, avoiding local overheating or heat deficiency, which is essential to ensure the ablation effect and reduce complications. The stability of the winding process ensures the reliability of the operation. The high-quality winding process withstands stretching and bending during surgical operations, reducing the risk of breakage or functional failure. High-quality winding processes have a longer service life and are able to maintain stable performance through multiple operations, thereby reducing medical costs and improving resource efficiency. The quality of the winding process also affects the precise control of the ablation process. The high-precision winding process helps physicians to more precisely control the size and shape of the ablation area to achieve optimal treatment results.

Moreover, the RFA catheter winder is designed with operational safety in mind, reducing potential risks during operation and protecting operators and products from damage. It can adapt to different types of radiofrequency ablation catheter production requirements, and has good flexibility and scalability. The structure and design of special winding machines are often more simplified and easier to maintain and maintain, thus reducing long-term operating costs.
The advantages of radiofrequency ablation catheter winding machine are mainly reflected in professional design, high efficiency production, precise control, quality stability, easy operation, material saving, safety, strong adaptability, low maintenance cost and technological innovation. These advantages make the radiofrequency ablation catheter winding machine an indispensable key equipment in the production process of radiofrequency ablation catheter.

Enameled wire production process
Enameled wire technological process: pay-off→anneal→paint→baking→cooling→take-up
1. Pay-off On a normally operating enameled machine, most of the operator's energy and physical strength are consumed in the pay-off part. The replacement of the pay-off reel makes the operator pay a lot of labor, and the joints are prone to quality problems when changing the line. An operating failure has occurred. An effective method is to pay off with large capacity.
The key to pay off is to control the tension. When the tension is large, it will not only draw the conductor thin, make the surface of the wire lose its brightness, but also affect many properties of the enameled wire. From the appearance point of view, the enameled wire that is drawn thinner has poor gloss; from the performance point of view, the elongation, resilience, flexibility, and thermal shock of the enameled wire are all affected. If the pay-off tension is too small, the line will easily jump and cause the line to be merged and the line to touch the furnace mouth. When paying off, the most fear is that the half-turn tension is high and the half-turn tension is small. This will not only cause the wires to loosen, break, and be thinned section by section, but also cause large jumps of the wires in the oven, resulting in failures of merging and touching the wires. Pay-off tension should be even and appropriate.
Installing a booster wheel in front of the annealing furnace is very helpful for tension control. The maximum non-extension tension of soft copper wire at room temperature is about 15kg/mm2, the maximum non-extension tension at 400℃ is about 7kg/mm2; the maximum non-extension tension at 460℃ is 4kg/mm2; the maximum non-extension tension at 500℃ The extension tension is 2kg/mm2. In the normal enameled wire coating process, the tension of the enameled wire is significantly less than the non-extension tension, which is required to be controlled at about 50%, and the pay-off tension should be controlled at about 20% of the non-extension tension.
Solenoid valve winding machine|Solenoid valve coil precision winding machine|Precision winding machine
Solenoid valve winding machine|Solenoid valve coil precision winding machine|Precision winding machine:
For precision electromagnetic coils, there are usually many turns, which require neat arrangement, and the process design is also divided into two types with and without skeleton.
For frameless coils, steel molds are required to form.Relatively speaking, the precision of steel winding molds is better controlled.
Under the existing solenoid valve winding machine processing technology, it is not difficult to achieve a size of 0.01mm on both sides of the steel winding mold, and the parallelism on both sides is 0.01
mm is also not difficult. However, if there is no wire frame mold steel wire winding mold, there will be two new problems, one is forming, the winding is completed
After the final removal, there is no skeleton.To prevent the coil from being scattered, it is necessary to use an alcohol fuse or a hot fuse. These two materials
Compared with the ordinary wire, the cost is not small. The second problem is demolding, a thicker one, and more windings
It's quite laborious to remove the coil from a steel mold, it's not like a coil with a small coin, and
What's more, this winding process itself has viscous materials that are melted or hot melted.
So people also use the second solenoid valve winding machine process, a precision electromagnetic coil with a skeleton.Similarly, this is not a very good process route.
The skeleton is formed by an injection mold, and there are inevitably some problems with injection products, such as deformation, shrinkage, dimensional consistency, etc.
However, the advantages of this solenoid valve winding machine are also obvious, that is, it is easy to demold and form. It is only because of the poor consistency of the size of the skeleton.
Higher requirements are put forward, the key point is that wire, skeleton structure, skeleton mold, winding tooling, winding machine, every link
Will affect the quality of the winding, in this case, according to our own advantages, we provide a complete service according to customer needs
Including skeleton design, mold structure design, tooling design, and winding machine. In the past successful cooperation, this way of service Gret advantages.

Clamp Ammeter Coil Winding Machine|Clamp Meter Coil Winding Machine|Semicircle Transformer Winding Machine
Clamp Ammeter Coil Winding Machine|Clamp Meter Coil Winding Machine|Semicircle Transformer Winding Machine
The semi-circular coil winding machine developed by Suzhou Xiepu Electronic Mechanical Equipment Co., Ltd. is suitable for the winding of semi-circular skeleton, iron core and magnetic core coil. Its running operation, high speed, safety cover is convenient and practical. Fast and repeatable positioning accuracy. Applicable products are: semi-circular transformer coil, semi-circular heating wire coil, clamp meter coil, etc.
High-speed transformer winding machine
High-speed transformer winding machine